
 主轴中心到工作台面距离2-25直径,刀箱
主轴中心到工作台面距离2-25直径,刀箱 枪钻行程3150MM,加工行程可调控,工
枪钻行程3150MM,加工行程可调控,工 选用优质原材料,结合先进的铸 造工艺,
选用优质原材料,结合先进的铸 造工艺, 部件设计采用模块化,标准化程度高,具有良
部件设计采用模块化,标准化程度高,具有良 深孔钻床的出现保证了定位精度、重复定位精
深孔钻床的出现保证了定位精度、重复定位精
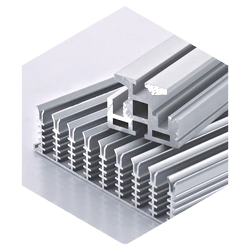
产品应用
|
铝型材我国铝材铝合金型材工业铝型材产量在2006年已超美国成为世界第一位,是世界上产品品种最丰富的国家之一,铝加工材生产行业已进一步国际化。
|
模具通过所成型材料物理状态的改变来实现物品外形的加工,随着数字化、信息化技术的大力发展和推广,市场有巨大的发展前景。
|
船舶到2015年,我国船舶工业产业体系更为完善,产业结构更趋合理,创新能力和产业综合素质显著提升,国际造船市场份额稳居世界前列,成为世界造船强国。
|
石油钻探近年来,油气钻探技术发展迅速。在环保的道路趋势下,随着油气钻探技术不断完善,将一步步发掘无穷的资源新市场。
|



FWZ-M2020基本参数
| 加工能力 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| 枪钻钻孔直径 | mm | φ3~25 |
| 枪钻最大钻孔深度Z | mm | 2000 |
| 加工行程 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| 滑鞍左右行程W | mm | 1750 |
| 滑鞍前后行程X | mm | 500 |
| 枪钻行程Z | mm | 3150 |
| 工作台C轴旋转 | 度 | 360 |
| 主轴中心到工作台面距离 | mm | 1200 |
| 刀箱端端面到工作台端面距离 | mm | -550~1200 |
| 工件直径 | mm | φ50~350 |
| 工件长度 | mm | ≤4000 |
| 主轴 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| 主轴锥孔 | / | BT40(自制主轴) |
| 主轴最高转速 | rpm | 6000 |
| 进给速度 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| 快速进给(XZW) | m/min | 16/2/12 |
| C轴旋转速度 | rpm | 12 |
| 动力参数 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| 主轴电机 | KW | 7.5/11 |
| X轴进给伺服电机 | KW | 2 |
| Z轴进给伺服电机 | KW | 3 |
| W轴进给伺服电机 | KW | 3 |
| C轴进给伺服电机 | KW | 2 |
| 数控转台 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| C轴盘面直径 | mm | φ400 |
| C轴最小分度 | 度 | 0.001 |
| 丝杠及线轨 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| X\W\Z轴丝杠 | / | 5010/6310/6310 |
| W轴导轨 | / | 硬轨一V-平 |
| X/Z/刀具支撑线轨 | / | 45/45/30 |
| 电机联接形式 | / | X直联/WZ1:2皮带轮 |
| 冷却系统 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| 冷却压力范围 | Mpa | 4~10 |
| 冷却液流量 | L/min | 68 |
| 排屑系统 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| 螺杆排屑 | / | 链板排屑 |
| 尺寸 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| 机床占地面积(长X宽X高) | mm | 9400x4500x2000 |
| 重量 | T | 11 |
| 系统 | ||
|---|---|---|
| 项目 | 单位 | 数值 |
| 标配 | / |
三菱 |
